
- 當前位置:
電阻焊的原理以及特點等等
電阻焊的簡介 電阻焊是以電阻熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊。 電阻焊一般是使工件處在一定電極壓力作用下并利用電流通過工件時所產生的電阻熱將兩工件之間的接觸表面熔化而實現連接的焊接方法。通常使用較大的電流。為了防止在接觸面上發生電弧并且為了鍛壓焊縫金屬,焊接過 程中始終要施加壓力。進行這一類
目錄
電阻焊的簡介
電阻焊是以電阻熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊。
電阻焊一般是使工件處在一定電極壓力作用下并利用電流通過工件時所產生的電阻熱將兩工件之間的接觸表面熔化而實現連接的焊接方法。通常使用較大的電流。為了防止在接觸面上發生電弧并且為了鍛壓焊縫金屬,焊接過 程中始終要施加壓力。進行這一類電阻焊時,被焊工件的表面善對于獲得穩定的焊接質量是頭等重要的。因此,焊前必須將電極與工件以及工件與工件間的接觸表面進行清理。
電阻焊的原理
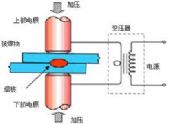
電阻焊是當電流通過導體時,由于電阻產生熱量。當電流不變時,電阻愈大,產生的熱量愈多。當兩塊金屬相接觸時,接觸處的電阻遠遠超過金屬內部的電阻。因此,如有大量電流通過接觸處,則其附近的金屬將很快地燒到紅熱并獲得高的塑性。這時如施加壓力,兩塊金屬即會聯接成一體。
電阻焊的特點
1:電阻焊是利用焊件內部產生的電阻熱,由高溫區向低溫區傳導,加熱及融化金屬,實現焊接的。它屬于內部分布能源。
2:電阻焊的焊縫是在壓力下凝固或集合結晶,屬于壓焊范疇,具有鍛壓特征。
3:由于焊接熱量集中,加熱時間短,所以熱影響區小,焊接變形與應力也較小。所以,通常焊后不需要校正及熱處理。
4:通常不需要焊、焊絲、焊劑、保護氣體等焊接材料,焊接成本低。
5:電阻焊的熔核始終被固體金屬包圍,融化金屬與空氣隔絕,焊接治金過程比較簡單。
6:操作簡單,易于實現機械化與自動化,勞動條件較好。
7:生產率高,可與其它工序一起安排在組裝焊接生產線上。但是閃光焊因有火花噴濺,尚需隔離。
8:由于電阻焊設備功率大,機械化、自動化程度較高,使得設備的一次投資大,維修困難,而且常用的大功率單項交流焊機不利于電網的正常運行。
9:點、縫焊的搭接接頭不僅增加構件的質量,而且使接頭的抗拉強度及疲勞強度降低。
10:電阻焊質量,目前還缺乏可靠的無損檢測方法,只能靠工藝試樣、破壞性試驗來檢查,以及靠各種監控技術來保證。
電阻焊的分類
電阻焊分為點焊、縫焊和對焊3種形式。
(1)點焊:將焊件壓緊在兩個柱狀電極之間,通電加熱,使焊件在接觸處熔化形成熔核,然后斷電,并在壓力下凝固結晶,形成組織致密的焊點。
點焊適用于焊接4 mm以下的薄板(搭接)和鋼筋,廣泛用于汽車、飛機、電子、儀表和日常生活用品的生產。
(2)縫焊:縫焊與點焊相似,所不同的是用旋轉的盤狀電極代替柱狀電極。疊合的工件在圓盤間受壓通電,并隨圓盤的轉動而送進,形成連續焊縫。
縫焊適宜于焊接厚度在3 mm以下的薄板搭接,主要應用于生產密封性容器和管道等。
(3)對焊:根據焊接工藝過程不同,對焊可分為電阻對焊和閃光對焊。
1)電阻對焊 焊接過程是先施加頂鍛壓力(10~15 MPa),使工件接頭緊密接觸,通電加熱至塑性狀態,然后施加頂鍛壓力(30~50 MPa),同時斷電,使焊件接觸處在壓力下產生塑性變形而焊合。
電阻對焊操作簡便,接頭外形光滑,但對焊件端面加工和清理要求較高,否則會造成接觸面加熱不均勻,產生氧化物夾雜、焊不透等缺陷,影響焊接質量。因此,電阻對焊一般只用于焊接直徑小于20 mm、截面簡單和受力不大的工件。
2)閃光對焊 焊接過程是先通電,再使兩焊件輕微接觸,由于焊件表面不平,使接觸點通過的電流密度很大,金屬迅速熔化、氣化、爆破,飛濺出火花,造成閃光現象。繼續移動焊件,產生新的接觸點,閃光現象不斷發生,待兩焊件端面全部熔化時,迅速加壓,隨即斷電并繼續加壓,使焊件焊合。
閃光對焊的接頭質量好,對接頭表面的焊前清理要求不高。常用于焊接受力較大的重要工件。閃光對焊不僅能焊接同種金屬,也能焊接鋁鋼、鋁銅等異種金屬,可以焊接0.01 mm的金屬絲,也可以焊接直徑500 mm的管子及截面為20 000 mm2的板材。
電阻焊焊接質量的決定因素
1. 電阻焊焊接材料的形狀以及尺寸大小
2. 電阻焊焊接材料的表面電鍍層材料及厚度
3. 電阻焊電極的材料及形狀
4. 理想的焊接電源及焊頭的選定
電阻焊的現狀及發展
隨著工業的迅猛發展,對工業產品(特別是汽車)外殼用材的性能提出了更高的要求,并促進了產品用材的更新換代.例如,為了改善汽車外殼的抗腐蝕性能,提高汽車的使用壽命,在汽車車身制造中大量采用鍍鋅鋼板代替普通冷軋鋼板;為了減輕車身總體重量,節省能源消耗,世界各大汽車公司正在開發鋁合金或高強鋼車身的汽車,或在很多汽車零部件上用鋁合金、鎂合金、鈦合金等輕質材料代替鋼板;為了提高汽車的舒適性和降低噪聲,在油底殼等汽車零部件上開始使用減振復合板.同時,由于在汽車車身、油箱、油低殼等薄板結構的裝配制造中,大量采用電阻焊方法,為保證焊接質量.研究新材料的電阻焊性能已成了非常迫切的任務.近年來,各國焊接工作者就在以下幾個方面做了大量的理論及實際研究工作.
1. 鋁及鋁合金合金的電阻焊研究
2. 鎂及鎂合金的電阻焊研究
3. 高強鋼的電阻研究
4. 鍍鋅鋼板的電阻點焊研究
- 上一篇 :閃光對焊機簡介和了解相關的知識
- 下一篇 :電阻焊技術的介紹與了解
- 分享:
- 返回新聞列表
